ELECTROMAGNETIC PULSE (EMP) AND TEMPEST PROTECTION FOR FACILITIES
Table of Contents: http://jya.com/emp.htm
------------------------------------------------------------------------------
CHAPTER 12
TEMPEST-SHIELDED FACILITIES
12-1. Outline. This chapter is organized as follows:
12-1. Outline
12-2. Introduction
a. Primary emphasis
b. Combining with EMP protection
12-3. Design criteria for 50-decibel facilities
a. TEMPEST-only applications
b. Personnel entryway
c. Emergency exits
d. Mechanical penetrations
e. Electrical penetrations
f. RED and BLACK
12-4. RF shield design for 50-decibel facilities
a. Defining the shielded volume
(l) Limiting extent
(2) Efficient floor plan
b. Shielding materials and joining methods
(l) Small and large volumes
(2) Modular shielded enclosure
(3) Materials
(4) Operating life
c. Design of modular shielded enclosures
(l) Purchased shields
(2) Shield performance
(3) Manufactured panels
(4) Screen enclosures
(5) Penetration panel
(6) On-site assembly
(7) Specifying shields
(8) Shield subassemblies
d. Foil shield construction
(l) Foil shields
(2) Thick sheet metal
(3) Installation costs
(4) Absence of data
(5) Floor shield design
(6) Wall and ceiling shield design
e. Shield quality assurance during construction
12-5. Penetration protection devices
a. 50-decibel vs 100-decibel
(l) Aspect
(2) Filter insertion loss
(3) Joint treatment
(4) Pipes and conduits
(5) Electrical surge arresters
b. Penetration through plates
c. Shield doors
d. Specifying insertion loss
12-6. Cited references
12-7. Uncited reference
------------------------------------------------------------------------------
12-2. Introduction. This chapter concerns the design and construction of
ground-based facilities that require TEMPEST protection in accordance with NSA
73-2A (ref 12-1).
a. Primary emphasis. This chapter addresses facilities that have been
specified for 50-decibel (nominal) TEMPEST shielding and penetration
protection only.
b. Combining with EMP protection. Because of either the robust nature of
the particular equipment that needs protection or a lower allowable hardening
confidence level, HEMP protection with 50-decibel (nominal) electromagnetic
isolation might be appropriate in selected cases. When this is true, the
guidance provided in previous chapters generally will be applicable but may be
relaxed. Additional protective features, particularly transient suppression
devices for electrical wiring penetrations, may be necessary. Different
criteria must be used in choosing the volume to be shielded.
12-3. Design criteria for 50-decibel facilities. There are no fundamental
differences in the principles and technical approach between 100-decibel
(nominal) shielding and penetration protection and the 50-decibel (nominal)
isolation subsystem; only the required performance and implementation practice
change. It is still necessary to not only provide an electromagnetic shield
on a closed topological surface around the RED equipment area, but also to
protect each penetration properly. Special cases, if any, must be identified
and treated; RED/BLACK isolation practices must be followed within the
shielded volume. Because the required effectiveness in linear (not decibel)
units is lower by a factor of about 300, less expensive components and
assembly techniques can be used.
a. TEMPEST-only applications. In TEMPEST-only applications, effectiveness
requirements for the RF shield are fully defined by calculations performed in
accordance with instructions in NACSEM (ref 12-2) or by the attenuation versus
frequency curve of figure 8-4 for reasonable worst-case assumptions at CONUS
locations. The rest of this chapter assumes that the 50-decibel (nominal)
requirement of NSA 73-2A and figure 8-4 applies.
 b. Personnel entryway. The main personnel entryway is to be a two-door
shielded vestibule. The effectiveness requirements for the vestibule shield
and doors are the same as those for the primary shield (fig 8-4). A principal
argument in favor of a wav~al~ide tunnel entrance was the difficulty in
maintaining performance of high-quality shielded doors; therefore, this more
costly arrangement is not justified and is not recommended in 50-decibel
(nominal) applications.
c. Emergency exits. Where entrances will be used seldom or at irregular
intervals, such as emergency exits or equipment accesses, single-shielded
doors that meet the attenuation of figure 8-4 should be used.
d. Mechanical penetrations. Piping and ventilation penetrations are to be
protected by waveguide-beyond-cutoff techniques so as to preserve the
performance of the primary shield. Based on TEMPEST attenuation requirements,
the maximum dimension of the waveguide is 10.2 centimeters for 1 gigahertz and
1.0 centimeter for 10 gigahertz. Waveguide length can be reduced to three
times the transverse dimension to obtain 50 decibels attenuation. Dielectric
breaks are required in these TEMPEST-only applications.
e. Electrical penetrations. Power, telephone, and other audiofrequency
electrical circuits that penetrate the primary shield are to be protected by
filter assemblies. Electrical surge arresters are not required for TEMPEST
protection but may be desirable for lightning or power line transient
suppression. The filters must provide at least 50 decibel insertion loss from
14 kilohertz to the specified highest frequency, measured in accordance with
MIL-STD-220A test procedures (ref 12-3). Appropriate penetration protection
devices must also be provided for penetrating electrical wires with nominal
operating signals in the protection range.
f. RED and BLACK. The shielded volume should contain only RED equipment;
however, it is seldom possible to completely exclude BLACK circuits. The
RED/BLACK isolation guidelines of NACSIM 5203 must therefore be followed (ref
12-4).
12-4. RF shield design for 50-decibel facilities.
a. Defining the shielded volume. Communication security interests will be
best served and the most cost-effective TEMPEST design will be achieved by
limiting the extent of the shielded volume to the minimum size needed for
protection of the RED equipment. This objective is the major conceptual
difference from a HEMP-hardened design, for which the preferred practice is to
enclose as much mission-critical equipment as possible.
(1) Limiting extent. The cost of the shielding and penetration
protection subsystem can be most strongly influenced during the layout of the
facility floor plan. The RED equipment to be shielded should be concentrated
into a single, minimum-size area consistent with system growth requirements.
BLACK equipment should be placed in a physically separate location rather than
intermixed with the RED hardware. This layout will enhance TEMPEST
performance by minimizing the potential for cross-coupling of classified data
into BLACK circuits. The cost of electromagnetic protection will also be
reduced as follows:
(a) The size of the shielded volume will be minimized (shielding
costs are approximately proportional to the shield surface area).
(b) A relatively small number of shield penetrations and penetration
protection devices will be required.
(c) Costs for implementing the RED/BLACK isolation will be reduced.
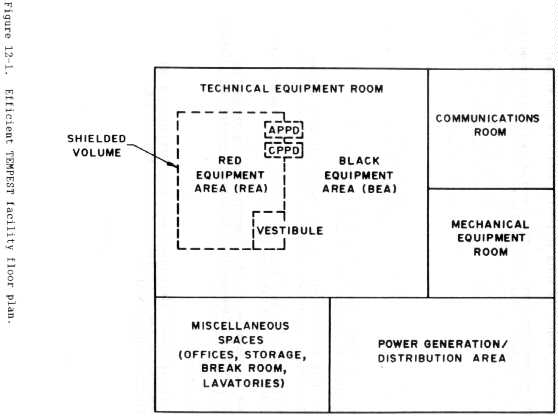
(2) Efficient floor plan. In summary, it is seldom necessary to shield
an entire facility for communications security alone. Assistance from the
procuring agency and/or using organization should be obtained to create an
efficient floor plan such as that shown in figure 12-1. When a large fraction
of the building volume must be protected, exceptions will occur; however, this
case will be unusual.
b. Personnel entryway. The main personnel entryway is to be a two-door
shielded vestibule. The effectiveness requirements for the vestibule shield
and doors are the same as those for the primary shield (fig 8-4). A principal
argument in favor of a wav~al~ide tunnel entrance was the difficulty in
maintaining performance of high-quality shielded doors; therefore, this more
costly arrangement is not justified and is not recommended in 50-decibel
(nominal) applications.
c. Emergency exits. Where entrances will be used seldom or at irregular
intervals, such as emergency exits or equipment accesses, single-shielded
doors that meet the attenuation of figure 8-4 should be used.
d. Mechanical penetrations. Piping and ventilation penetrations are to be
protected by waveguide-beyond-cutoff techniques so as to preserve the
performance of the primary shield. Based on TEMPEST attenuation requirements,
the maximum dimension of the waveguide is 10.2 centimeters for 1 gigahertz and
1.0 centimeter for 10 gigahertz. Waveguide length can be reduced to three
times the transverse dimension to obtain 50 decibels attenuation. Dielectric
breaks are required in these TEMPEST-only applications.
e. Electrical penetrations. Power, telephone, and other audiofrequency
electrical circuits that penetrate the primary shield are to be protected by
filter assemblies. Electrical surge arresters are not required for TEMPEST
protection but may be desirable for lightning or power line transient
suppression. The filters must provide at least 50 decibel insertion loss from
14 kilohertz to the specified highest frequency, measured in accordance with
MIL-STD-220A test procedures (ref 12-3). Appropriate penetration protection
devices must also be provided for penetrating electrical wires with nominal
operating signals in the protection range.
f. RED and BLACK. The shielded volume should contain only RED equipment;
however, it is seldom possible to completely exclude BLACK circuits. The
RED/BLACK isolation guidelines of NACSIM 5203 must therefore be followed (ref
12-4).
12-4. RF shield design for 50-decibel facilities.
a. Defining the shielded volume. Communication security interests will be
best served and the most cost-effective TEMPEST design will be achieved by
limiting the extent of the shielded volume to the minimum size needed for
protection of the RED equipment. This objective is the major conceptual
difference from a HEMP-hardened design, for which the preferred practice is to
enclose as much mission-critical equipment as possible.
(1) Limiting extent. The cost of the shielding and penetration
protection subsystem can be most strongly influenced during the layout of the
facility floor plan. The RED equipment to be shielded should be concentrated
into a single, minimum-size area consistent with system growth requirements.
BLACK equipment should be placed in a physically separate location rather than
intermixed with the RED hardware. This layout will enhance TEMPEST
performance by minimizing the potential for cross-coupling of classified data
into BLACK circuits. The cost of electromagnetic protection will also be
reduced as follows:
(a) The size of the shielded volume will be minimized (shielding
costs are approximately proportional to the shield surface area).
(b) A relatively small number of shield penetrations and penetration
protection devices will be required.
(c) Costs for implementing the RED/BLACK isolation will be reduced.
(2) Efficient floor plan. In summary, it is seldom necessary to shield
an entire facility for communications security alone. Assistance from the
procuring agency and/or using organization should be obtained to create an
efficient floor plan such as that shown in figure 12-1. When a large fraction
of the building volume must be protected, exceptions will occur; however, this
case will be unusual.
 b. Shielding materials and joining methods. For high-level 100-decibel
(nominal) attenuation of radiated electromagnetic fields, a continuously
welded 10-gauge steel liner integrated into the facility structural design is
the preferred approach. For installations that require only 50-decibel
(nominal) TEMPEST isolation, however, less expensive shielding techniques are
available for consideration.
(1) Small and large volumes. The most cost-effective shielding
solution will depend on the type of system to be protected. Small- and large-
volume cases can be identified as--
(a) Small volumes are shielded enclosures that do not require
integration of the shield into the overall facility structure.
(b) Large volumes are shielded areas that occupy a major fraction of
the facility and probably require integration into the structural design.
(2) Modular shielded enclosure. If the hardware to be shielded can be
collected into a relatively small RED Equipment Area (REA), as shown in figure
12-1, the easiest, most cost-effective shielding approach is to install a
free-standing manufactured modular shielded enclosure. This eliminates design
complexity because the shield and structural designs are nearly independent,
and also greatly simplifies construction. Cost savings accrue from these
simplifications.
(3) Materials. When very large volumes must be shielded, it becomes
cost-effective to integrate the shield into the overall design for the floors,
walls, and ceilings. In these cases, the shield can be constructed using
either thin (22- to 26-gauge) galvanized steel or copper sheets, or copper or
stainless steel foils. A design solution is, in fact, a combination of these
methods--galvanized steel sheets for the floor shield and copper or stainless
steel foils for the walls and ceilings. The seams are RF-sealed with bolted
straps, special metallic tapes having conductive adhesives, or solder (for
copper foils).
(4) Operating life. The sparse amount of life-cycle data on the
performance of modular shielded enclosures suggest that 50-decibel (nominal)
attenuation can be sustained for many years with a reasonable maintenance
program. The data are unfavorable for 100-decibel (nominal) applications.
However, while shielding vendors claim long life for foil shields, no well
documented published data have been found to support this assertion. Still,
it should be possible to maintain a foil shield at the nominal 50-decibel
level during the operating life. To do this, easy access for inspection of
the foil should be designed into the facility.
c. Design of modular shielded enclosures. Modular shielded enclosures in
sizes up to about 93 square meters of floor area are commercially available
from the standard product lines of numerous shielding suppliers. Prices for
these enclosures vary with the dimensions of the room and the number and type
of penetration panels. Typical figures at 1985 price levels are about
S28/square foot (total shield surface area), or $90/square foot of floor area.
These amounts include the cost of doors.
(1) Purchased shields. Custom-designed, modular shielded enclosures of
larger size can also be purchased. The special design aspects are mainly
structural in nature and can increase the cost per unit area as much as 40
percent.
(2) Shield performance. Nearly all of the modular shielded enclosures
in today's market are designed to comply with the shielding effectiveness
requirements of NSA 65-6 (ref 12-5) and will initially provide 100 decibels
(nominal) performance. The sparse amount of data on life-cycle attenuation
indicate the performance may quickly drop below the 100-decibel level, but
(with the possible exception of the doors) should remain above the 50-decibel
(nominal) requirement for many years with a program of reasonable maintenance.
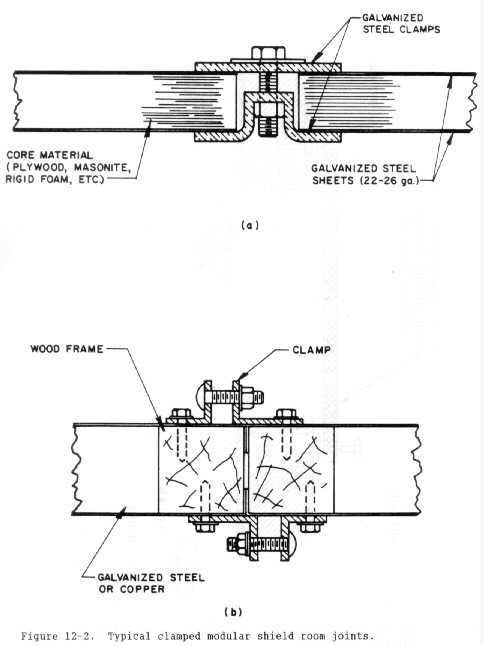
(3) Manufactured panels. A shielded enclosure is typically assembled
from premanufactured panels made of plywood, masonite, rigid foam, or a
similar filler and clad with 22- to 26-gauge galvanized steel sheets. A
dimensionally stable filler is required to preserve shielding effectiveness,
so that plywood is somewhat suspect in this regard. Seams between adjacent
panels generally cannot be welded because of the thin metal sheets and the
heating effects on the filler material. Clamped joints, such as those shown
in figure 12-2, are most common.
b. Shielding materials and joining methods. For high-level 100-decibel
(nominal) attenuation of radiated electromagnetic fields, a continuously
welded 10-gauge steel liner integrated into the facility structural design is
the preferred approach. For installations that require only 50-decibel
(nominal) TEMPEST isolation, however, less expensive shielding techniques are
available for consideration.
(1) Small and large volumes. The most cost-effective shielding
solution will depend on the type of system to be protected. Small- and large-
volume cases can be identified as--
(a) Small volumes are shielded enclosures that do not require
integration of the shield into the overall facility structure.
(b) Large volumes are shielded areas that occupy a major fraction of
the facility and probably require integration into the structural design.
(2) Modular shielded enclosure. If the hardware to be shielded can be
collected into a relatively small RED Equipment Area (REA), as shown in figure
12-1, the easiest, most cost-effective shielding approach is to install a
free-standing manufactured modular shielded enclosure. This eliminates design
complexity because the shield and structural designs are nearly independent,
and also greatly simplifies construction. Cost savings accrue from these
simplifications.
(3) Materials. When very large volumes must be shielded, it becomes
cost-effective to integrate the shield into the overall design for the floors,
walls, and ceilings. In these cases, the shield can be constructed using
either thin (22- to 26-gauge) galvanized steel or copper sheets, or copper or
stainless steel foils. A design solution is, in fact, a combination of these
methods--galvanized steel sheets for the floor shield and copper or stainless
steel foils for the walls and ceilings. The seams are RF-sealed with bolted
straps, special metallic tapes having conductive adhesives, or solder (for
copper foils).
(4) Operating life. The sparse amount of life-cycle data on the
performance of modular shielded enclosures suggest that 50-decibel (nominal)
attenuation can be sustained for many years with a reasonable maintenance
program. The data are unfavorable for 100-decibel (nominal) applications.
However, while shielding vendors claim long life for foil shields, no well
documented published data have been found to support this assertion. Still,
it should be possible to maintain a foil shield at the nominal 50-decibel
level during the operating life. To do this, easy access for inspection of
the foil should be designed into the facility.
c. Design of modular shielded enclosures. Modular shielded enclosures in
sizes up to about 93 square meters of floor area are commercially available
from the standard product lines of numerous shielding suppliers. Prices for
these enclosures vary with the dimensions of the room and the number and type
of penetration panels. Typical figures at 1985 price levels are about
S28/square foot (total shield surface area), or $90/square foot of floor area.
These amounts include the cost of doors.
(1) Purchased shields. Custom-designed, modular shielded enclosures of
larger size can also be purchased. The special design aspects are mainly
structural in nature and can increase the cost per unit area as much as 40
percent.
(2) Shield performance. Nearly all of the modular shielded enclosures
in today's market are designed to comply with the shielding effectiveness
requirements of NSA 65-6 (ref 12-5) and will initially provide 100 decibels
(nominal) performance. The sparse amount of data on life-cycle attenuation
indicate the performance may quickly drop below the 100-decibel level, but
(with the possible exception of the doors) should remain above the 50-decibel
(nominal) requirement for many years with a program of reasonable maintenance.
(3) Manufactured panels. A shielded enclosure is typically assembled
from premanufactured panels made of plywood, masonite, rigid foam, or a
similar filler and clad with 22- to 26-gauge galvanized steel sheets. A
dimensionally stable filler is required to preserve shielding effectiveness,
so that plywood is somewhat suspect in this regard. Seams between adjacent
panels generally cannot be welded because of the thin metal sheets and the
heating effects on the filler material. Clamped joints, such as those shown
in figure 12-2, are most common.
 (4) Screen enclosures. Modular screen enclosures that satisfy these
shielding effectiveness requirements are also available as standard commercial
products. The panels are made of 8 to 10 wire/centimeter copper, bronze, or
other metallic screen which is placed on both the inner and outer surfaces of
a wooden frame. Normally, electrical isolation between the two screens is
maintained. The panels bolt together to form the enclosure. The main
advantages of screen enclosures are simplified ventilation requirements and
light weight. The most serious problems are the fragility of the screen and
the unrestricted light and sound passage through the walls. The latter
problem implies that physical controls and personnel security clearance/need-
to-know requirements in areas around the shield should be the same as those
required within the shielded volume.
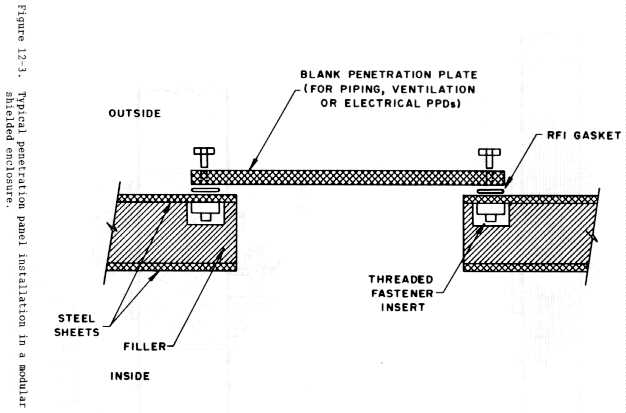
(5) Penetration panel. Figure 12-3 shows a typical installation for
a penetration panel. As can be seen in this figure, it is the outer sheet of
a panel that is usually employed for the continuous electromagnetic barrier.
However, whether the inner or outer sheet is chosen to be the shield is not
important as long as the surface selected is topologically maintained.
(4) Screen enclosures. Modular screen enclosures that satisfy these
shielding effectiveness requirements are also available as standard commercial
products. The panels are made of 8 to 10 wire/centimeter copper, bronze, or
other metallic screen which is placed on both the inner and outer surfaces of
a wooden frame. Normally, electrical isolation between the two screens is
maintained. The panels bolt together to form the enclosure. The main
advantages of screen enclosures are simplified ventilation requirements and
light weight. The most serious problems are the fragility of the screen and
the unrestricted light and sound passage through the walls. The latter
problem implies that physical controls and personnel security clearance/need-
to-know requirements in areas around the shield should be the same as those
required within the shielded volume.
(5) Penetration panel. Figure 12-3 shows a typical installation for
a penetration panel. As can be seen in this figure, it is the outer sheet of
a panel that is usually employed for the continuous electromagnetic barrier.
However, whether the inner or outer sheet is chosen to be the shield is not
important as long as the surface selected is topologically maintained.
 (6) On-site assembly. On-site assembly of the prefabricated elements
can be completed in a relatively short period of time.
(7) Specifying shields. During the design and construction phases, a
modular shielded enclosure can be treated essentially as an off-the-shelf
commercial product. However, while detailed drawings are not required, the
design must explicitly and carefully specify essential characteristics and
quality assurance provisions, including the following:
(a) For proper shielding effectiveness, it is recommended that the
manufacturer's advertised design attenuation be specified when it exceeds 50
decibels, rather than using the shielding effectiveness-versus-frequency curve
shown in figure 8-4. This will allow a large margin for in-service
degradation without incurring a significant cost penalty.
(b) The overall length, width, and height of the shielded enclosure
shall be listed in the specifications.
(c) The requirement for and location of the vestibule entrance shall
be specified. It should be stated explicitly that the shielding effectiveness
requirement applies when one vestibule door is open and the other door closed.
(d) The size and location of other shielded doors shall be listed in
the specifications.
(e) The number, size, and location of penetration panels shall be
listed on the construction drawings.
(f) Detailed shop drawings shall be used by the prime construction
contractor when installing all interfaces to the shield.
(g) Immediately after the shielding vendor completes the
installation, testing for compliance with the shielding effectiveness
requirement shall be performed. The NSA 73-2A shielding effectiveness
measurement procedures shall be used.
(8) Shield subassemblies. This discussion has dealt only with the
shielding, shield doors, and blank penetration panels. Virtually all
shielding vendors can also provide finished piping, ventilation, and filter
(ESA, if required) assembly penetration panels. These subjects will be
addressed later in this chapter for 50-decibel (nominal) applications.
Furthermore, most modular shield enclosure vendors can provide much of the
installation work unrelated to the shielding and penetration protection
performance. (This information is provided only for the convenience of
designers, as the support subsystems are not areas of interest in this
manual.) Examples include the following:
(a) Interior finishing, including raised flooring, suspended
ceilings, and interior partitions.
(b) Interior electrical distribution subsystems.
(c) Interior lighting subsystems.
(d) Interior heating, ventilation, and air-conditioning (HVAC)
subsystems.
(e) Interior hangers and supports that do not create shield
penetrations.
d. Shield construction. Two methods of shield construction are addressed
in this paragraph.
(1) Foil shields. The first method uses stainless steel foil, from
0.05 millimeter to 0.2 millimeter thick, or copper foil, from 0.1 millimeter
to 0.2 millimeter thick, to form the electromagnetic barrier. The foils can
be applied to wallboard using a standard adhesive similar to installing
wallpaper or other supporting material using nails/staples. The seams are
usually closed by overlapping the foils, clamping, soldering, and sealing with
a special conductive tape or by using a combination of these methods. In some
instances, several layers of foil are applied. Another layer of wallboard is
normally used as an overlay material to protect the fragile shielding
material.
(a) Recent developments in foil shield technology include foils that
are actually paper with impregnated fibers to improve tear resistance; solder-
backed copper tape to which heat can be applied when used to tape a seam of a
copper foil shield to form a joint of very low resistivity; and tin-plated
copper tape that is used to reduce corrosion and improve compatibility between
dissimilar metals.
(b) Copper-clad steel foils with improved low-frequency field
attenuation properties are also available. Their performance greatly exceeds
the requirements of this application, however. Therefore, they increase
shielding costs in two ways--higher material costs and increased labor because
the foil is made in relatively narrow widths.
(2) Thick sheet metal. The second method of shielding construction
uses a thicker sheet metal, often in the range from 22-gauge (0.75
millimeters) to 26-gauge (0.45 millimeters). The advantage of this material
is reduced risk of damage from incidental contact. The sheets for a floor
shield can be simply laid on a vapor barrier over a concrete slab. Sheets for
a wall or ceiling shield are nailed in place. The joint between galvanized
steel sheets is made by overlapping (with or without tack welds) and using
conductive epoxy between sheets and/or taping over the seam. The steel sheets
also can be joined using straps similar to those for clamping modular panels.
Copper sheets are joined by overlapping and clamping, taping, or soldering.
(3) Installation costs. Cost figures quoted by vendors for installing
foil and thin-sheet metal shields can be very deceptive and must be qualified
carefully. If the general contractor provides the complete wall except for
the shield material, the shielding subcontractor's material and labor costs
may be as low as $6/square foot (1985 prices) of shield surface area. Total
price for construction, without the interior finish and without the doors, may
be about S20/square foot (1985 prices) of surface area.
(4) Absence of data. In the absence of a well documented data base on
life-cycle performance, selection of the preferred foil/thin sheet metal
shielding method is somewhat intuitive. Throughout the rest of this
discussion, therefore, supporting arguments are given for the methods
presented.
(5) Floor shield design. Sheet metal floor shield is recommended for
most floor shield designs because of the high stresses placed on the floor
shield and the extreme difficulty in effecting repairs after the facility is
operational. In unusual cases, such as a temporary facility with a short
useful lifetime. a foil shield floor can be used.
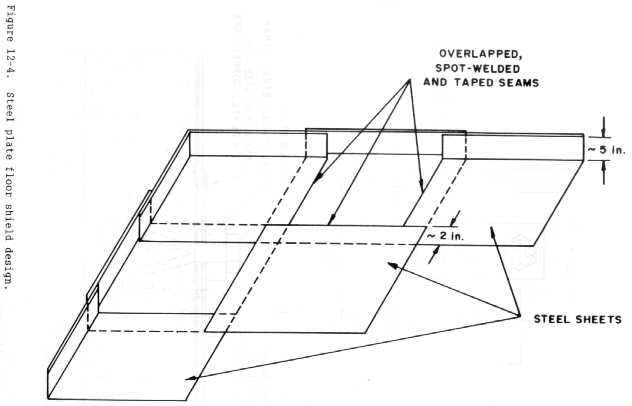
(a) The basic shield materials are 22- to 26-gauge galvanized steel
sheets in the largest available and most convenient to handle size. Sheets to
be used at the edges of the floor shield should be bent upward to form a
vertical section about 10 centimeters to 20 centimeters high for interfacing
with the wall shield. The sheets should be laid on a vapor barrier over the
concrete floor slab so that adjacent sheets overlap by approximately 5
centimeters, as indicated in figure 12-4.
(6) On-site assembly. On-site assembly of the prefabricated elements
can be completed in a relatively short period of time.
(7) Specifying shields. During the design and construction phases, a
modular shielded enclosure can be treated essentially as an off-the-shelf
commercial product. However, while detailed drawings are not required, the
design must explicitly and carefully specify essential characteristics and
quality assurance provisions, including the following:
(a) For proper shielding effectiveness, it is recommended that the
manufacturer's advertised design attenuation be specified when it exceeds 50
decibels, rather than using the shielding effectiveness-versus-frequency curve
shown in figure 8-4. This will allow a large margin for in-service
degradation without incurring a significant cost penalty.
(b) The overall length, width, and height of the shielded enclosure
shall be listed in the specifications.
(c) The requirement for and location of the vestibule entrance shall
be specified. It should be stated explicitly that the shielding effectiveness
requirement applies when one vestibule door is open and the other door closed.
(d) The size and location of other shielded doors shall be listed in
the specifications.
(e) The number, size, and location of penetration panels shall be
listed on the construction drawings.
(f) Detailed shop drawings shall be used by the prime construction
contractor when installing all interfaces to the shield.
(g) Immediately after the shielding vendor completes the
installation, testing for compliance with the shielding effectiveness
requirement shall be performed. The NSA 73-2A shielding effectiveness
measurement procedures shall be used.
(8) Shield subassemblies. This discussion has dealt only with the
shielding, shield doors, and blank penetration panels. Virtually all
shielding vendors can also provide finished piping, ventilation, and filter
(ESA, if required) assembly penetration panels. These subjects will be
addressed later in this chapter for 50-decibel (nominal) applications.
Furthermore, most modular shield enclosure vendors can provide much of the
installation work unrelated to the shielding and penetration protection
performance. (This information is provided only for the convenience of
designers, as the support subsystems are not areas of interest in this
manual.) Examples include the following:
(a) Interior finishing, including raised flooring, suspended
ceilings, and interior partitions.
(b) Interior electrical distribution subsystems.
(c) Interior lighting subsystems.
(d) Interior heating, ventilation, and air-conditioning (HVAC)
subsystems.
(e) Interior hangers and supports that do not create shield
penetrations.
d. Shield construction. Two methods of shield construction are addressed
in this paragraph.
(1) Foil shields. The first method uses stainless steel foil, from
0.05 millimeter to 0.2 millimeter thick, or copper foil, from 0.1 millimeter
to 0.2 millimeter thick, to form the electromagnetic barrier. The foils can
be applied to wallboard using a standard adhesive similar to installing
wallpaper or other supporting material using nails/staples. The seams are
usually closed by overlapping the foils, clamping, soldering, and sealing with
a special conductive tape or by using a combination of these methods. In some
instances, several layers of foil are applied. Another layer of wallboard is
normally used as an overlay material to protect the fragile shielding
material.
(a) Recent developments in foil shield technology include foils that
are actually paper with impregnated fibers to improve tear resistance; solder-
backed copper tape to which heat can be applied when used to tape a seam of a
copper foil shield to form a joint of very low resistivity; and tin-plated
copper tape that is used to reduce corrosion and improve compatibility between
dissimilar metals.
(b) Copper-clad steel foils with improved low-frequency field
attenuation properties are also available. Their performance greatly exceeds
the requirements of this application, however. Therefore, they increase
shielding costs in two ways--higher material costs and increased labor because
the foil is made in relatively narrow widths.
(2) Thick sheet metal. The second method of shielding construction
uses a thicker sheet metal, often in the range from 22-gauge (0.75
millimeters) to 26-gauge (0.45 millimeters). The advantage of this material
is reduced risk of damage from incidental contact. The sheets for a floor
shield can be simply laid on a vapor barrier over a concrete slab. Sheets for
a wall or ceiling shield are nailed in place. The joint between galvanized
steel sheets is made by overlapping (with or without tack welds) and using
conductive epoxy between sheets and/or taping over the seam. The steel sheets
also can be joined using straps similar to those for clamping modular panels.
Copper sheets are joined by overlapping and clamping, taping, or soldering.
(3) Installation costs. Cost figures quoted by vendors for installing
foil and thin-sheet metal shields can be very deceptive and must be qualified
carefully. If the general contractor provides the complete wall except for
the shield material, the shielding subcontractor's material and labor costs
may be as low as $6/square foot (1985 prices) of shield surface area. Total
price for construction, without the interior finish and without the doors, may
be about S20/square foot (1985 prices) of surface area.
(4) Absence of data. In the absence of a well documented data base on
life-cycle performance, selection of the preferred foil/thin sheet metal
shielding method is somewhat intuitive. Throughout the rest of this
discussion, therefore, supporting arguments are given for the methods
presented.
(5) Floor shield design. Sheet metal floor shield is recommended for
most floor shield designs because of the high stresses placed on the floor
shield and the extreme difficulty in effecting repairs after the facility is
operational. In unusual cases, such as a temporary facility with a short
useful lifetime. a foil shield floor can be used.
(a) The basic shield materials are 22- to 26-gauge galvanized steel
sheets in the largest available and most convenient to handle size. Sheets to
be used at the edges of the floor shield should be bent upward to form a
vertical section about 10 centimeters to 20 centimeters high for interfacing
with the wall shield. The sheets should be laid on a vapor barrier over the
concrete floor slab so that adjacent sheets overlap by approximately 5
centimeters, as indicated in figure 12-4.
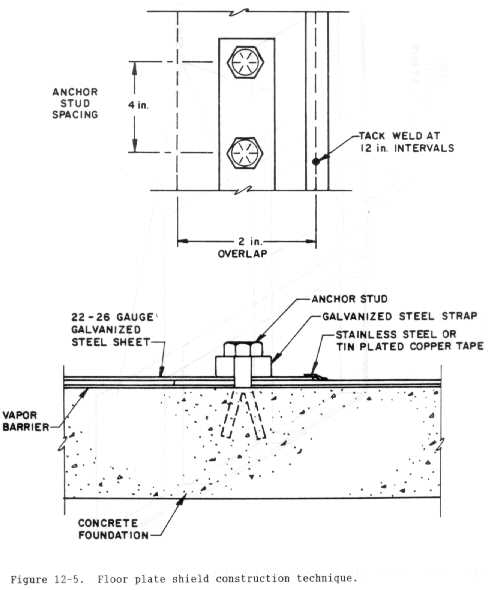
 (b) Figure 12-5 shows the suggested methods for treating floor
shield seams. As noted, the sheets should be secured in place with either a
clamping strap or periodic tack welds. The strapping technique, which is
preferred in high-humidity environments or in cases for which a wear slab is
to be poured over the floor shield, uses galvanized steel bars held in place
by anchor studs fired into the foundation through the sheet metal. Strapping
need not be continuous, but must be sufficient to ensure good surface contact
between the sheets. Under less corrosive conditions, periodic tack welds can
be used for this purpose. The accessible seam is then taped continuously with
stainless steel or tin-plated copper tape that has a conductive adhesive.
(b) Figure 12-5 shows the suggested methods for treating floor
shield seams. As noted, the sheets should be secured in place with either a
clamping strap or periodic tack welds. The strapping technique, which is
preferred in high-humidity environments or in cases for which a wear slab is
to be poured over the floor shield, uses galvanized steel bars held in place
by anchor studs fired into the foundation through the sheet metal. Strapping
need not be continuous, but must be sufficient to ensure good surface contact
between the sheets. Under less corrosive conditions, periodic tack welds can
be used for this purpose. The accessible seam is then taped continuously with
stainless steel or tin-plated copper tape that has a conductive adhesive.
 (c) If a wear slab is to be poured, a second vapor barrier will be
laid over the floor shield. The height of the vertical lip at the floor/wall
interface will be chosen to allow at least 7.5 centimeters above the top of
the slab.
(6) Wall and ceiling shield design. A copper or stainless steel foil
shield (or sheet metal shield similar in design to the floor) is recommended
for use with wall and ceiling shield design and construction. Aluminum foils
are also available but should not be used because of the potential for surface
oxidation. Foils backed by paper with impregnated fibers are preferred over
bare foils because of imProved resistance to tearing.
(a) The wallboard area to be shielded should be flat and free of
protrusions. Careful measurements should be taken and a section of foil
should be precut and test-fitted before applying the adhesive. The adhesive
should then be trowled onto the wallboard and the foil should be installed in
the same way as wallpaper is hung. The sheet should then be worked and
smoothed to eliminate air bubbles and wrinkles.
(b) As an alternative, the foil can be installed by stapling or
nailing to the wallboard or studs. If this technique is used, the head of the
nail or staple should be covered by overlapping foil or tape. Long-term
reliability of stapled or nailed foil should be considered questionable.
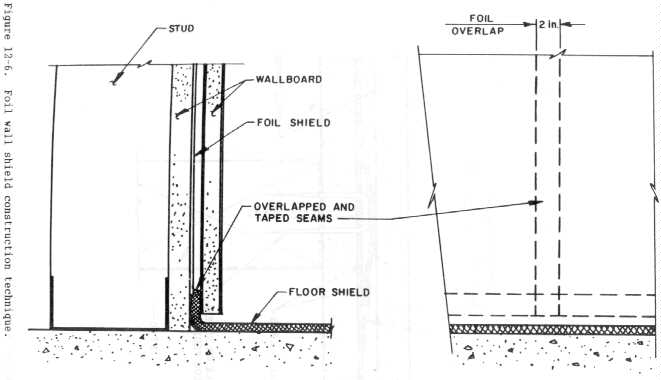
(c) Bare foils should be overlapped by approximately 5 centimeters;
foils which are nonconductively backed (e.g., with paper backing) should be
butted rather than overlapped. Seams should then be taped with a compatible
metal tape having a conductive adhesive. Copper foil seams should be RF
sealed using the solder-coated tape (figs 12-6 through 12-8).
(c) If a wear slab is to be poured, a second vapor barrier will be
laid over the floor shield. The height of the vertical lip at the floor/wall
interface will be chosen to allow at least 7.5 centimeters above the top of
the slab.
(6) Wall and ceiling shield design. A copper or stainless steel foil
shield (or sheet metal shield similar in design to the floor) is recommended
for use with wall and ceiling shield design and construction. Aluminum foils
are also available but should not be used because of the potential for surface
oxidation. Foils backed by paper with impregnated fibers are preferred over
bare foils because of imProved resistance to tearing.
(a) The wallboard area to be shielded should be flat and free of
protrusions. Careful measurements should be taken and a section of foil
should be precut and test-fitted before applying the adhesive. The adhesive
should then be trowled onto the wallboard and the foil should be installed in
the same way as wallpaper is hung. The sheet should then be worked and
smoothed to eliminate air bubbles and wrinkles.
(b) As an alternative, the foil can be installed by stapling or
nailing to the wallboard or studs. If this technique is used, the head of the
nail or staple should be covered by overlapping foil or tape. Long-term
reliability of stapled or nailed foil should be considered questionable.
(c) Bare foils should be overlapped by approximately 5 centimeters;
foils which are nonconductively backed (e.g., with paper backing) should be
butted rather than overlapped. Seams should then be taped with a compatible
metal tape having a conductive adhesive. Copper foil seams should be RF
sealed using the solder-coated tape (figs 12-6 through 12-8).

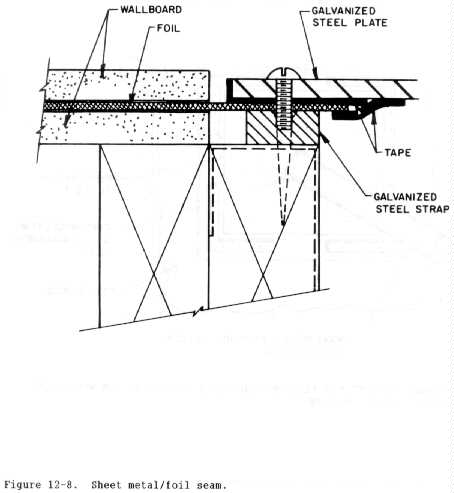 (d) In two areas--at the wall/floor shield joint and at penetration
points--the foil shield must interface with the galvanized steel plate. Seams
in these locations should be formed as shown in figure 12-8. When copper foil
has been used, the overlap area of the steel plate should first be covered
with a tin-plated copper tape having conductive adhesive to reduce the
potential for galvanic action. The joint should then be clamped and taped as
shown.
(e) A second wallboard should then be installed to protect the
fragile shielding material.
(f) Foil shields are particularly susceptible to damage when
mounting equipment or installing the interior finish because the shield layer
offers no resistance to nails and screws. Extreme care must be exercised
during both construction and operation to avoid unintentional shield
penetrations. This fact shall be emphasized strongly in the shield
maintenance procedures.
e. Shield quality assurance during construction. The need for quality
assurance during construction of a 50-decibel shielded facility is the same as
that described for construction of a welded steel shield. A shielded
enclosure leak detection system (SELDS) checking program is to be used during
assembly and NSA 73-2A SE testing shall be used for acceptance. Two NSA 73-2A
tests shall be performed. Preliminary measurements shall be made immediately
after the RF shield has been closed to avoid costly repairs later and
attendant schedule delays. After all equipment and finishes are in place and
all other work with the potential to affect shield performance has been
comPleted, the final acceptance test shall be performed.
12-5. Penetration protection devices.
a. 50-decibel vs 100-decibel. Designs for penetration protection devices
(PPDs) to be used in 50-decibel (nominal) TEMPEST-only shielded facilities are
very nearly the same as those for 100-decibel (nominal) HEMP/TEMPEST shielded
buildings. The major differences are performance requirements and the fact
that the shield is structurally much weaker and, therefore, the support for
the penetration panels must be provided by other mechanical elements.
Additional variations include the following:
(1) Aspect. The aspect (minimum length to maximum transverse
dimension) ratio for waveguide-beyond-cutoff piping and ventilation
penetration protection can be reduced to 3:1.
(2) Filter insertion loss. The filter insertion loss requirements are
lower.
(3) Joint treatment. Overlapped, clamped, and taped joints are
permitted as described in the preceding paragraph while 100-decibel (nominal)
performance demands circumferential welds between the penetration panel and
bulk shield.
(4) Pipes and conduits. Pipe and conduit penetrations can be made with
compression fittings and threaded joints rather than circumferential welds.
(5) Electrical surge arresters. ESAs are not required on electrical
Penetrations .
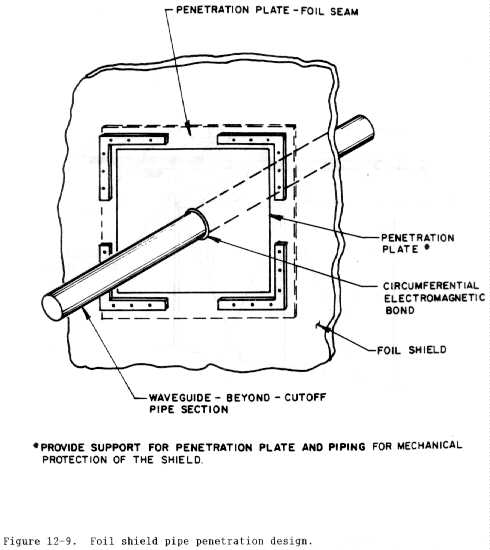
b. Penetrations through plates. The penetrations should be made through
heavy galvanized steel panels, which serve the dual function of spreading the
surface currents and simplifying the interface to the bulk shield. The
approach for a piping penetration is shown in figure 12-9. Honeycomb panel
and conduit penetrations are done using a similar method. For rigidity, the
penetration plate will be from 6.2 millimeters to 12.5 millimeters thick and
will have a clear area of about 15.2 centimeters wide around the periphery for
interfacing with the bulk foil shield.
(d) In two areas--at the wall/floor shield joint and at penetration
points--the foil shield must interface with the galvanized steel plate. Seams
in these locations should be formed as shown in figure 12-8. When copper foil
has been used, the overlap area of the steel plate should first be covered
with a tin-plated copper tape having conductive adhesive to reduce the
potential for galvanic action. The joint should then be clamped and taped as
shown.
(e) A second wallboard should then be installed to protect the
fragile shielding material.
(f) Foil shields are particularly susceptible to damage when
mounting equipment or installing the interior finish because the shield layer
offers no resistance to nails and screws. Extreme care must be exercised
during both construction and operation to avoid unintentional shield
penetrations. This fact shall be emphasized strongly in the shield
maintenance procedures.
e. Shield quality assurance during construction. The need for quality
assurance during construction of a 50-decibel shielded facility is the same as
that described for construction of a welded steel shield. A shielded
enclosure leak detection system (SELDS) checking program is to be used during
assembly and NSA 73-2A SE testing shall be used for acceptance. Two NSA 73-2A
tests shall be performed. Preliminary measurements shall be made immediately
after the RF shield has been closed to avoid costly repairs later and
attendant schedule delays. After all equipment and finishes are in place and
all other work with the potential to affect shield performance has been
comPleted, the final acceptance test shall be performed.
12-5. Penetration protection devices.
a. 50-decibel vs 100-decibel. Designs for penetration protection devices
(PPDs) to be used in 50-decibel (nominal) TEMPEST-only shielded facilities are
very nearly the same as those for 100-decibel (nominal) HEMP/TEMPEST shielded
buildings. The major differences are performance requirements and the fact
that the shield is structurally much weaker and, therefore, the support for
the penetration panels must be provided by other mechanical elements.
Additional variations include the following:
(1) Aspect. The aspect (minimum length to maximum transverse
dimension) ratio for waveguide-beyond-cutoff piping and ventilation
penetration protection can be reduced to 3:1.
(2) Filter insertion loss. The filter insertion loss requirements are
lower.
(3) Joint treatment. Overlapped, clamped, and taped joints are
permitted as described in the preceding paragraph while 100-decibel (nominal)
performance demands circumferential welds between the penetration panel and
bulk shield.
(4) Pipes and conduits. Pipe and conduit penetrations can be made with
compression fittings and threaded joints rather than circumferential welds.
(5) Electrical surge arresters. ESAs are not required on electrical
Penetrations .
b. Penetrations through plates. The penetrations should be made through
heavy galvanized steel panels, which serve the dual function of spreading the
surface currents and simplifying the interface to the bulk shield. The
approach for a piping penetration is shown in figure 12-9. Honeycomb panel
and conduit penetrations are done using a similar method. For rigidity, the
penetration plate will be from 6.2 millimeters to 12.5 millimeters thick and
will have a clear area of about 15.2 centimeters wide around the periphery for
interfacing with the bulk foil shield.
 c. Shield doors. Knife-edge or magnetically sealed shield doors and
frames shall be used for continuously attended enclosures rather than designs
with exPosed contact fingers to avoid accidental damage to the RF seal.
d. Specifying insertion loss. One final word of caution is appropriate.
An insertion loss of 50 decibels can generally be expected with single-stage
(three-element) filters, and these devices can have far more drastic
performance variations with changes in the load impedance than three-stage
(seven-element) 100-decibel (nominal) filters. It is recommended, therefore,
that insertion loss be specified and measured over the range of load
impedances that will be experienced during nominal operation.
12-6. Cited references.
12-1. National Security Agency (NSA) Specification No. 73-2A,
Specification for Foil RF Shielded Enclosure (NSA, 15 November
1972).
12-2. National COMSEC/EMSEC Information Memorandum (NACSEM) 5204, (U)
Shielded Enclosures (NSA, January 1979) (C).
12-3. Military Standard (MIL-STD) 220A, Method of Insertion-Loss
Measurement (Department of Defense [DOD], 15 December 1959).
12-4. NACSIM 5203, (U) Guidelines for Facility Design and RED/BLACK
Installation (NSA, 30 June 1982) (C).
12-5. NSA Specification No. 65-6, Specification for RF Shielded
Enclosures for Communications Equipment: General Specification
(NSA, 30 October 1964).
12-6. Uncited reference.
National COMSEC Information Memorandum (NACSIM) 5100A (U)
Compromising Emanations Laboratory Test Requirements,
Electromagnetics (NSA) (C).
------------------------------------------------------------------------------
[End Chapter 12]
[End pamphlet EP 1110-3-2]
c. Shield doors. Knife-edge or magnetically sealed shield doors and
frames shall be used for continuously attended enclosures rather than designs
with exPosed contact fingers to avoid accidental damage to the RF seal.
d. Specifying insertion loss. One final word of caution is appropriate.
An insertion loss of 50 decibels can generally be expected with single-stage
(three-element) filters, and these devices can have far more drastic
performance variations with changes in the load impedance than three-stage
(seven-element) 100-decibel (nominal) filters. It is recommended, therefore,
that insertion loss be specified and measured over the range of load
impedances that will be experienced during nominal operation.
12-6. Cited references.
12-1. National Security Agency (NSA) Specification No. 73-2A,
Specification for Foil RF Shielded Enclosure (NSA, 15 November
1972).
12-2. National COMSEC/EMSEC Information Memorandum (NACSEM) 5204, (U)
Shielded Enclosures (NSA, January 1979) (C).
12-3. Military Standard (MIL-STD) 220A, Method of Insertion-Loss
Measurement (Department of Defense [DOD], 15 December 1959).
12-4. NACSIM 5203, (U) Guidelines for Facility Design and RED/BLACK
Installation (NSA, 30 June 1982) (C).
12-5. NSA Specification No. 65-6, Specification for RF Shielded
Enclosures for Communications Equipment: General Specification
(NSA, 30 October 1964).
12-6. Uncited reference.
National COMSEC Information Memorandum (NACSIM) 5100A (U)
Compromising Emanations Laboratory Test Requirements,
Electromagnetics (NSA) (C).
------------------------------------------------------------------------------
[End Chapter 12]
[End pamphlet EP 1110-3-2]